13928281683
Low-power three-phase motor drop-out scheme
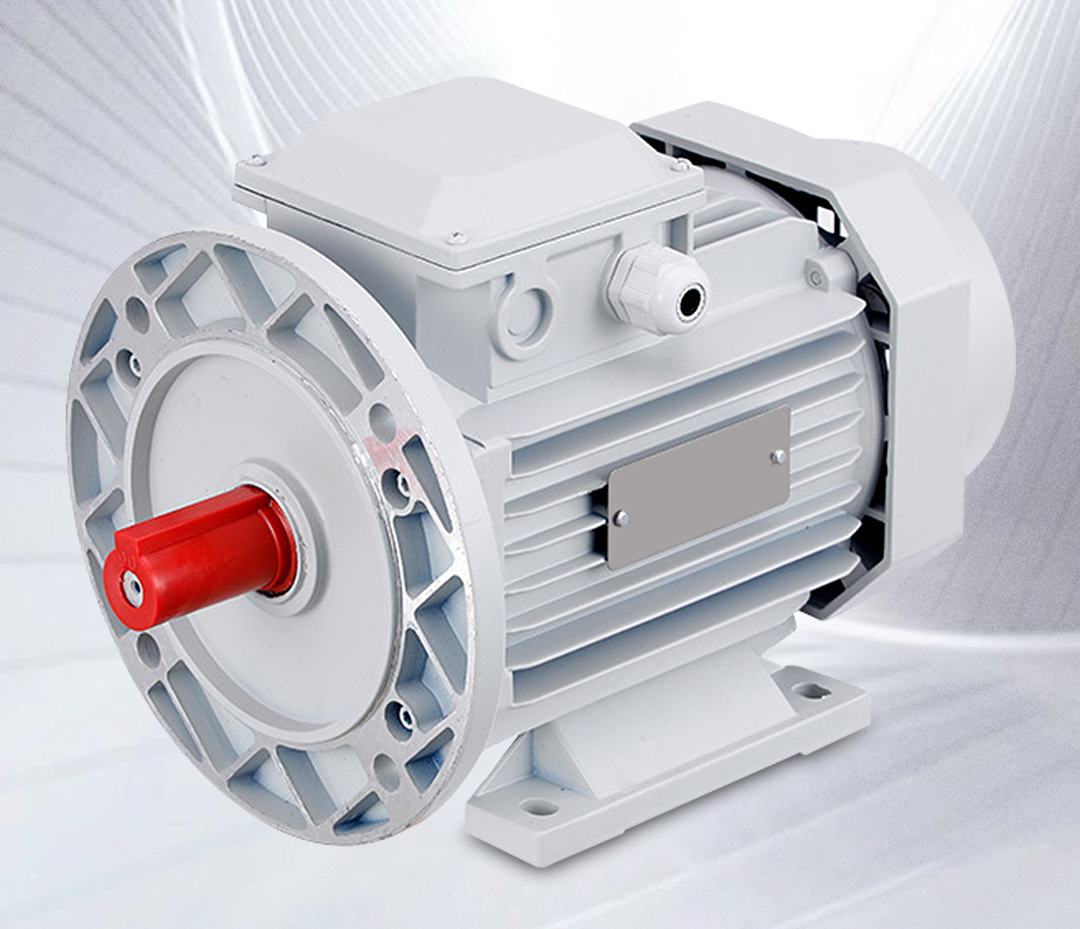
四極定子,槽口數為16,槽口形狀大小槽,外圈為71毫米,內圈直徑44.5毫(háo)米,高度為16毫(háo)米,類似正方形,槽口(kǒu)為2.0mm,槽寬為4.5mm,客戶選用的繞線為銅線,主線為0.15線840圈重量為68.5克,副線為0.13線圈(quān)數位520+160+160,總重量為51g,選用梯形模具繞組。
槽紙(zhǐ)機:因槽形為兩種不同規格,所以分別用兩(liǎng)種不同的規格(gé)槽片機打槽紙。槽底紙的規格均為(22.5)mm.分兩步打出槽紙。
槽片機:選用直徑為(45)mm的陀螺,槽片杯選用高度為45.8,高62mm。在PLC操作麵(miàn)板上選定槽(cáo)數(shù)16.調試切片模(mó)具的距離,打(dǎ)出槽(cáo)片。
嵌線機:嵌線機選取梳頭高為189mm,寬63.50mm,導條高為200mm,導線頭直徑為53.50mm,高73.30mm.掛線杯(bēi)高為120mm,直徑為80mm。
1.在梳頭上放下(xià)定子.調試機械臂和導條(tiáo)的高度,使機械臂達到固定定子的目的。導(dǎo)條的高度適中,不能高於(yú)梳頭太多,也不能低於梳頭。
2.放入槽片紙,方便導線頭帶動(dòng)槽片嵌進定子內與槽紙形成圓形包圍圈包圍線圈,達到絕緣保護線組的(de)作用。
3.把銅線繞(rào)組主線和副線分別掛(guà)到掛線(xiàn)杯上,然(rán)後按定子的規格把(bǎ)線組依次導入梳頭上。
4.開動電源,把定子放在梳頭上,確認槽片,線組無誤後,啟動嵌線機,嵌線機依據數據把線組嵌(qiàn)進定子內達到嵌線效果。
初整機:根據定子的規格選用壓片底座為長(zhǎng)72.5mm,寬72.5mm,模心直徑為43mm,高度為135mm,的TY11.5初整機。由於在嵌線機落(luò)線(xiàn)後,兩頭線圈會出現高度不一致的現象(xiàng),為了使定子有較(jiào)完美的外型,以利後序加工。
綁線機:上針為136mm,下針為111.5mm(離底座的高度),速度(dù)為3(最大速度為5)10秒完成(chéng)綁線過程.綁線機設備依靠精密的(de)機械傳動、伺服和撥動控製,采用先進的電氣(qì)控製係統(tǒng)及智能化的操作界麵,能達到自動(dòng)送線、鉤(gōu)線、分(fèn)度,每(měi)槽綁、隔槽綁等效果。
終整機:上(shàng)模直(zhí)徑為72.5mm下模直徑為72.5mm把綁好的定子完成最後的整形,使定子外(wài)形和性能達到最完美的狀態,方便日後加工和日常使用。